پدیده خوردگی طبق تعریف، واكنش شیمیایی یا الكتروشیمیایی بین یك ماده، معمولا یك فلز، و محیط اطراف آن میباشد كه به تغییر خواص ماده منجر خواهد شد. پدیده خوردگی در تمامی دستههای اصلی مواد، شامل فلزات، سرامیكها، پلیمرها و كامپوزیتها اتفاق میافتد، اما وقوع آن در فلزات آنقدر شایع و فراگیر بوده و اثرات مخربی بجای میگذارد كه هرگاه صحبت از انواع خوردگی به میان می آید، ناخودآگاه خوردگی یك فلز به ذهن متبادر میشود. خوردگی معمولا فرایندی زیانآور است، لیكن گاهی اوقات مفید واقع میشود. بطور مثال آلودگی محیط به محصولات خوردگی و آسیب دیدن عملكرد یك سیستم از جنبههای زیان آور خوردگی و تولید انرژی الكتریكی در یك باطری و حفاظت كاتدی سازههای مختلف از فواید آن هستند، اما تاثیرات مخرب و هزینههای به بار آمده بواسطه این فرایند به مراتب بیشتر است.
با نگاهی به آمار منتشرشده از خسارات مستقیم و غیر مستقیم خوردگی به اقتصاد كشورها میتوان به هزینههای سرسامآور این پدیده پیبرد. یك مطالعه دو ساله از 1999تا 2000 در آمریكا نشان داد كه هزینههای مستقیم خوردگی 276 میلیارد دلار در سال بوده است كه این رقم تقریبا 3.1% از تولید ناخالص داخلی آمریكا را تشكیل می دهد. از این رقم هزینهای بالغ بر 137.9 میلیارد دلار به بخش صنعت كه خود دارای زیرشاخههای مختلفی است مربوط میباشد. در ادامه انواع شایع خوردگی در صنعت (بخش اول) مورد بحث قرار میگیرد.
خوردگی یکنواخت:
- خوردگی یکنواخت معمولترین انواع خوردگی است.
- از نظر میزان وزن فلز خورده شده، این خوردگی بالاترین رقم را دارد ولی از نقطه نظر فنی اهمیت چندانی ندارد زیرا عمر تجهیزاتی که تحت این نوع خوردگی قرار دارند را دقیقا با آزمایش سادهای تخمین زد.
- روشهای جلوگیری از این نوع خوردگی: 1- انتخاب مواد و پوشش صحیح 2- بوسیلهی ممانعت کنندهها 3- حفاظت کاتدی
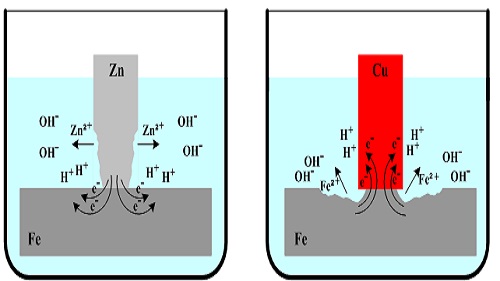
خوردگی گالوانیکی:
- هنگامیکه دو فلز غیر همجنس که در تماس الکتریکی با هم هستند، در معرض یک محلول هادی یا خورنده قرار بگیرند، این نوع خوردگی بوجود میآید.
- در این حالت اختلاف پتانسیل بین آن دو باعث برقراری جریان الکتریکی بین آنها میشود و خوردگی فلزی که مقاومت کمتری دارد افزایش یافته و خوردگی فلز مقاومتر، تقلیل مییابد.
- فلزی که مقاومت خوردگی کمتری دارد آندی شده و فلز مقاومتر کاتدی میشود.
عوامل تأثیرگذار:
- محیط
- فاصله دو الکترود : معمولا نزدیک به محل اتصال دو فلز شدیدتر است.
- سطح: نسب سطح کاد به آند اگر خیلی بیشتر از یک باشد خوردگی بسیار شدیدی در ناحیه آندی ایجاد میگردد.
روشهای جلوگیری:
- در صورت نیاز به استفاده از دو فلز غیر همجنس سعی شود از دو فلزی استفاده شود که در جدول گالوانیکی بهم نزدیکتر هستند.
- از نسبت سطحی نامطلوب، آند کوچک در مقابل کاتد بزرگ اجتناب شود.
- در صورت امکان دو فلز غیر همجنس نسب بهم عایق شوند.
- قسمتهای آندی طوری طراحی شوند که به سهولت قابل تعویض باشند یا ضخیمتر باشند که عمر بیشتری داشته باشند.
- به اتصالات گالوانیکی، فلز سومی که نسبت به دو فلز قبلی آند باشد، متصل شود.
- درباره موادی که در جدول گالوانیکی دور از یکدیگر قرار دارند، از بکار بردن اتصالات پیچ و مهره بصورت مستقیم پرهیز گردد.
کاربردهای مفید خوردگی گالوانیکی:
- حفاظت کاتدی: عبارتست از حفاظت یک ساختار فلزی با کاتد ساختن آن در یک پیل گالوانیکی.
- تمیز کردن نقره
خوردگی شیاری:
- در شیارهایی که در معرض مواد خورنده قرار دارند، خوردگی موضعی شدیدی اتفاق میافتد.
- معمولا در اثر ساکن شدن مایعات در شیارهای زیر پیچ، مهرهها و میخ پرچها، واشرها، محل قرار گرفتن دو فلز و در زیر رسوبات سطحی بوجود میآیند.
- تماس بین سطوح فلز و غیر فلز میتواند باعث خوردگی شیاری شود که در بعضی واشرها این اتفاق میافتد.
روشهای جلوگیری:
- در اتصالات به جای استفاده از پیچ و مهره و پرچ از روش جوشکاری استفاده شود.
- شیارها در محل قرار گرفتن فلزات روی هم با جوشکاری و یا روشهای دیگر پر شوند.
- مخازن به نحوی طراحی و ساختهشوند که هنگام تخلیه هیچگونه مایعی داخل آنها باقی نماند.
- در صورت امکان از واشرهای جامد که جاذب رطوبت نیستند (مانند تفلون) استفاده شود.
خوردگی فیلامنتی:
یک نوع خاص از خوردگی شیاری است./ در زیر پوششهای محافظ سطحی اتفاق میافتد و بههمین دلیل غالبا آنرا خوردگی زیر پوشش (Under Film Corrosion) نیز مینامند./ متداولترین مثال، خوردگی سطوح لعابدار یا لاکی ظروف غذا و و نوشابههایی که در معرض اتمسفر قرار گرفتهاند میباشد./ فیلامنتهایی به رنگ قرمز متمایل به قهوهای نشان دهندهی این نوع خوردگی است./ این خوردگی باعث تضعیف یا از بین رفتن قطعه نمیشود بلکه تنها به ظاهر جسم صدمه میزند.
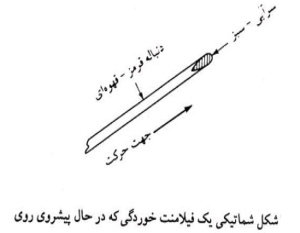
شکل 1: شماتیک فیلامنت خوردگی در حال پیشروی
خوردگی حفرهای:
- یکی از مخربترین انواع خوردگی میباشد که در اثر آن تجهیزات یا سطوح فلزی سوراخشده و باعث عدم استفاده از آنها میشود.
- این نوع خوردگی اتوکاتالیتیک است یعنی واکنشهای خوردگی در داخل حفره شرایطی را بوجود میآورند که محرک ادامه واکنش هستند.
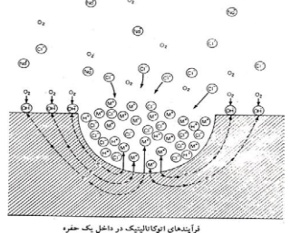
شکل 2: فرآیندهای اتوکاتالیتیک در داخل حفره
- افزایش سرعت حرک محیط خورنده غالبا این نوع خوردگی را تقلیل میدهد. برای مثال یک پمپ از جنس فولاد زنگ نزن که برای انتقال آب دریا بکار میرود اگر دائما کار کند عمر بیشتری خواهد داشت.
- آلیاژهای فولاد زنگ نزن برای خوردگی حفرهای مستعدتر از تمام گروههای دیگر فلزات و آلیاژها هستند.
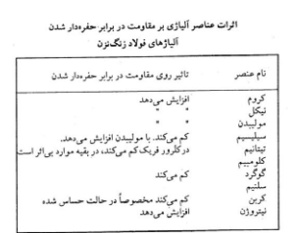
شکل 3: اثر عناصر آلیاژی بر مقاومت در مقابل خوردگی حفره ای در فولادهای آلیاژی
روشهای جلوگیری:
- بهترین روش استفاده از آلیاژهایی است که در آن محیط مورد نظر حفرهدار نمیشوند.
- فولاد زنگ نزن نوع 304/ فولاد زنگ نزن نوع 316/ هستولی F، نیونل یا دورمیت 20 / هستولی C ، یا کلرمیت 3، تیتانیم
- در صورت متوقف نمودن خوردگی استفاده از ممانعت کنندهها.
خوردگی بین دانهای:
- خوردگی موضعی و متمرکز در مرزدانهها یا نواحی نزدیک به آنها درحالیکه خود دانهها یا اصلا خوردهنشدهاند یا کم خوردهشدهاند.
- خوردگیهای بین دانهای در اثر فقیر شدن یا تخلیه شدن نواحی مجاور مرزدانهها نسبت به کُرم میباشد.
![]()